


- 2024-11-28 08:17 7410
- 起订量:1 价格:0.3 - 1
- 发货地址:广东深圳 包装说明:不限
- 产品数量:9999.00 件产品规格:不限
- 信息编号:262014353公司编号:14464250
- 刘经理 经理 微信 13925799771
- 进入店铺 在线留言 QQ咨询 在线询价
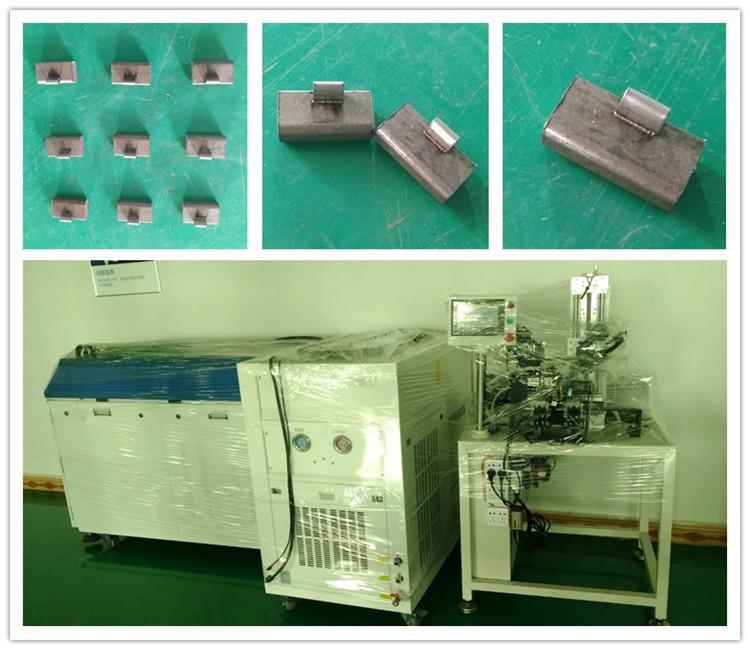
端子焊接加工厂 表面光洁度好 *更换焊炬
- 相关产品:
汽车激光焊接技术也发挥了重大作用。目前,传统的焊接已经不能满足越来越高的技术要求和条件,因此激光焊接有很大的发展空间。激光技术涉及材料科学、力学、计算机科学等。
激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变化。在一个激光脉冲作用期间内,金属反射率的变化很大。

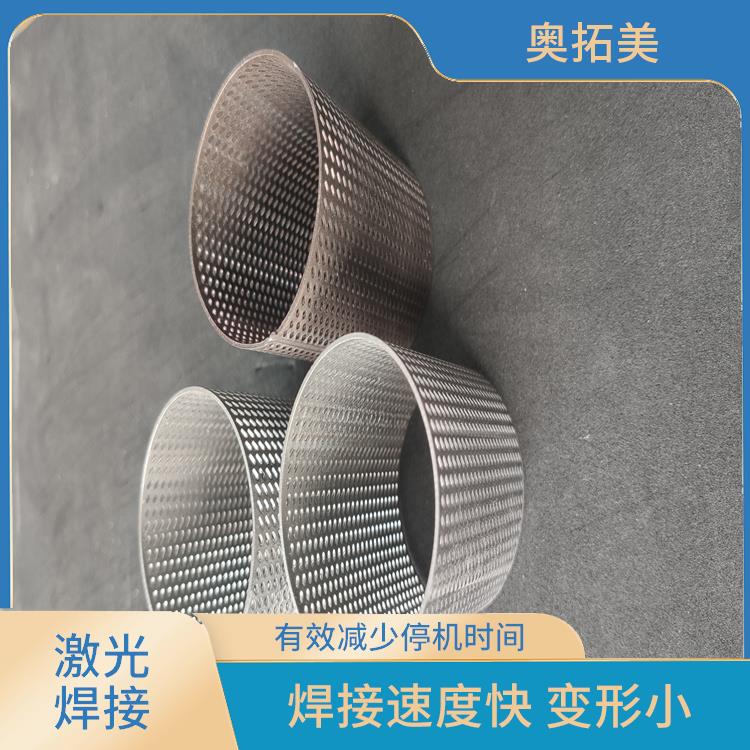
激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。

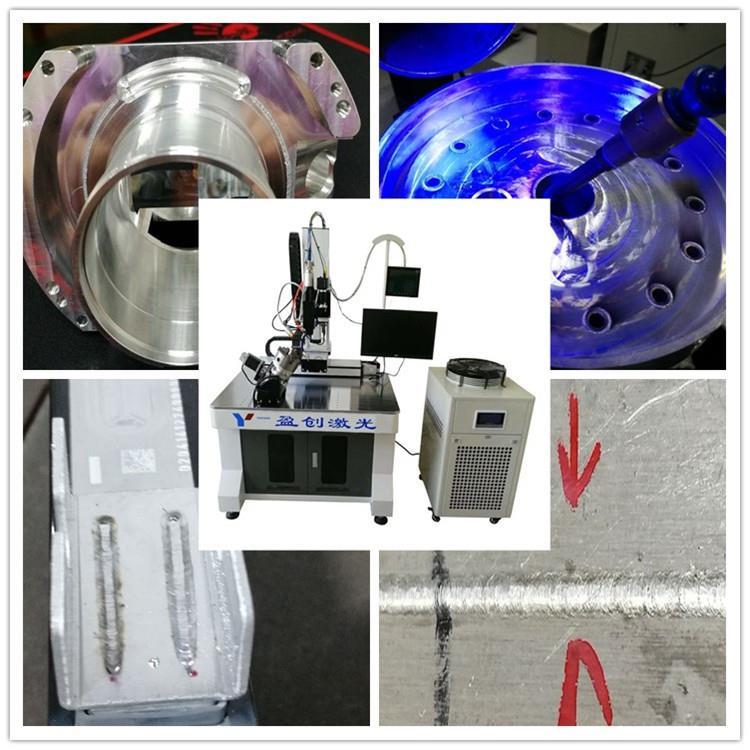
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。

激光脉冲宽度是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。

激光焊接的优势
(1)可将入热量降到低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦低。
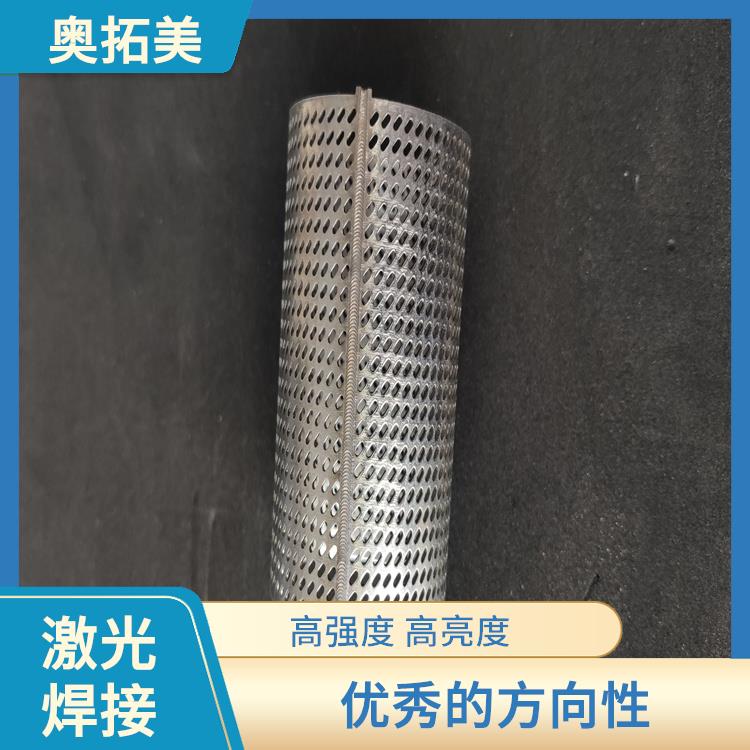
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。
(3)不需使用电,没有电污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至低。
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。

我们公司尊崇踏实、拼搏、责任的企业精神,并以“ 诚信、共赢、开创”的经营理念,创造良好的企业环境,以全新的管理模式、完善的技术、周到的服务、良好的品质为生存根本。







{kind=link}