
- 2024-06-25 07:50 220
- 产品价格:面议
- 发货地址:浙江台州黄岩区 包装说明:不限
- 产品数量:200.00 套产品规格:不限
- 信息编号:255838178公司编号:14581083
- 王经理 微信 13867696460
- 进入店铺 在线留言 QQ咨询 在线询价
可来图来样加工 家用薄壁模具定制厂家
- 相关产品:
工艺类型:注射成型模注塑加工:支持产地:浙江台州厂家:迈骏模具加工定制:面议或按合同
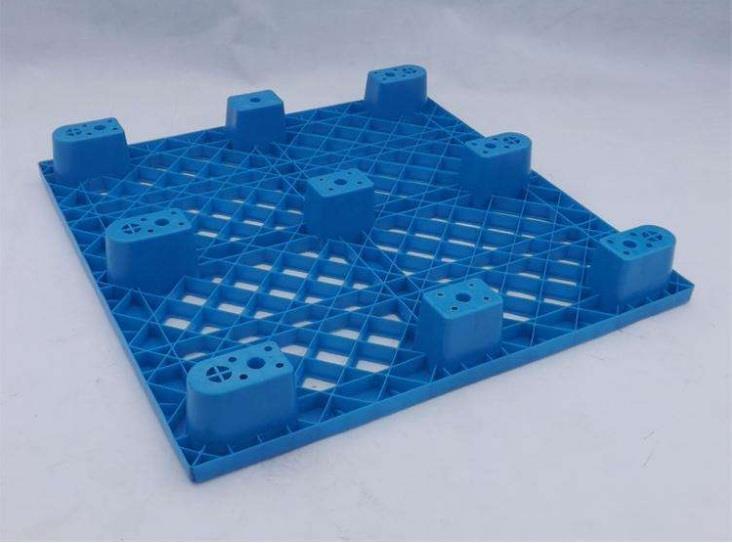
本公司生产各种模具试件及塑料制品,具备了年生产各种大中小型模具1000余套,汽车件模具,日用品模具,工具箱模具,周转箱模具,收纳箱模具,塑料椅子模具,水果筐模具,浴室防滑垫模具,宠物用品模具等。拥有的CAD/CAM/CAE设计数控电脑加工中心,数控精雕,数控车床,电火花,慢走丝线切割等模具精加工设备,对模具设计与制造具有20年的经验,热诚欢迎新老客户来图来样洽谈合作。业务流程:报价 -- 磋商讨论 -- 签订销售合同 -- 付定金(50%定金)-- 核对产品款式 -- 模具设计 -- 模具加工 -- 模具制程 -- 试模 -- 模具修改 -- 余款结算(50%的余款) -- 交货。模具制造工艺流程:审图——备料——加工——模架加工——模芯加工——电极加工——零件加工——检验——装配——飞模——试模——生产。
业务流程:报价 -- 磋商讨论 -- 签订销售合同 -- 付定金(50%定金)-- 核对产品款式 -- 模具设计 -- 模具加工 -- 模具制程 -- 试模 -- 模具修改 -- 余款结算(50%的余款) -- 交货。模具制造工艺流程:审图——备料——加工——模架加工——模芯加工——电极加工——零件加工——检验——装配——飞模——试模——生产。
塑料模具件就像组装机器,
(1)模具光洁度差,型腔表面有锈迹等,模具排气不良。
(2)模具的浇注系统有缺陷,应冷料井,流道、抛光主流道、分流道和浇口。
(3)料温与模温偏低,必要时可用浇口局部加热办法。
(4)加工压力过低、速度过慢、时间不足、背压不足,造成密实性差而使表面暗色。
(5)塑料要充分塑化,但要防止料的降解,受热要稳定,冷却要充分,特别是厚壁的。
(6)防止冷料进入制件,必要时改用自锁式弹簧或降低喷嘴温度。
(7)使用的再生料过多,塑料或着色剂质量差,混有水汽或其它杂质,使用的润滑剂质量差。
(8)锁模力要足够。
可见要制造出一件的塑胶制品,需要很多的功夫,不仅需要良好的塑胶原材料,还要有精密的加工生产设备和高精密的注塑模具,配以技术经验丰富的操作工人,加上在整个生产过程中足够的耐心和细心才能够终完成。

塑料模具设计要考虑的结构要素有:
①分型面,即模具闭合时凹模与凸模相互配合的接触表面。它的位置和形式的选定,受制品形状及外观、壁厚、成型方法、后加工工艺、模具类型与结构、脱模方法及成型机结构等因素的影响。
②结构件,即复杂模具的滑块、斜**、直**块等。结构件的设计非常关键,关系到模具的寿命、加工周期、成本、产品质量等,因此设计复杂模具核心结构对设计者的综合能力要求较高,尽可能追求更简便、更耐用、更经济的设计方案。
③模具精度,即避卡、精定位、导柱、定位销等。定位系统关系到制品外观质量,模具质量与寿命,根据模具结构不同,选择不同的定位方式,定位精度控制主要依靠加工,内模定位主要是设计者充分去考虑,设计出更加合理易调整的定位方式。
②浇注系统,即由注塑机喷嘴至型腔之间的进料通道,包括主流道、分流道、浇口和冷料穴。特别是浇口位置的选定应有利于熔融塑料在良好流动状态下充满型腔,附在制品上的固态流道和浇口冷料在开模时易于从模具内**出并予以清除(热流道模除外)。
③塑料收缩率以及影响制品尺寸精度的各项因素,如模具制造和装配误差、模具磨损等。此外,设计压塑模和注塑模时,还应考虑成型机的工艺和结构参数的匹配。在塑料模具设计中已广泛应用计算机设计技术。

完成塑料模具的维护和保养.制作塑料模具的表面、分型面和安装面,防止生锈,关闭并设置模具,将模具的安装方向按在机器上,并将其放在垫圈上.模具配件和塑料模具放在一起.
所有的金属和塑料模具肖污染清洗.
指用塑料模具修补的终压铸产品,并仔细检查模具问题.应变,坚持模式,按下播放,肉,或小核心弯曲或折断,任何活动核心插入位置,推杆或推杆长度的变化,存在的边缘位置,存在紧固螺栓松动,等确认修理或更换根据损坏.
导致铸件轻度应变腔塌陷、裂纹、金属棚等,可补补局部焊补,焊接操作应严格按照焊接修复技术完成,否则会损失大量的塑料模具寿命.对较小的成型件造成更严重的损坏或损坏.

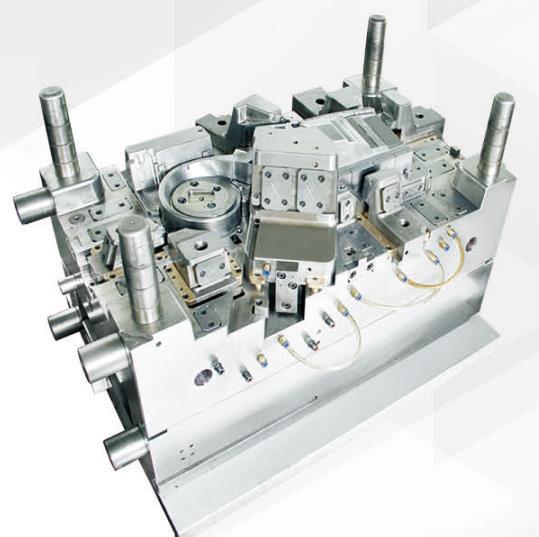
一般塑料模具由动模和定模两部分组成,动模安装在成型机的移动模板上,定模安装在成型机的固定模板上。在成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中复杂,变化大,要求加工光洁度和精度高的部分。
浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等。
模具制造完成后,由技术部报生管部,并由生管部安排校模设备,由技术部模具设计人员进行校模。在校模过程中,冲压车间操作人员配合参加;
模具资料:在模具交货的同时,必须提供一整套模具易损件和维修保养参考资料。
模具外观:模具外观必须保证无锈迹、无撞痕、无残缺勤等模块缺陷。
- 商家产品推荐
- 塑料制品加工厂-注塑加工








{kind=link}