- 891
- 产品价格:0.30 元/件 起
- 发货地址:重庆九龙坡 包装说明:不限
- 产品数量:9999.00 件产品规格:不限
- 信息编号:202460884公司编号:13789045
- 孙志刚 经理 微信 150253872..
- 进入店铺 在线咨询 QQ咨询 在线询价
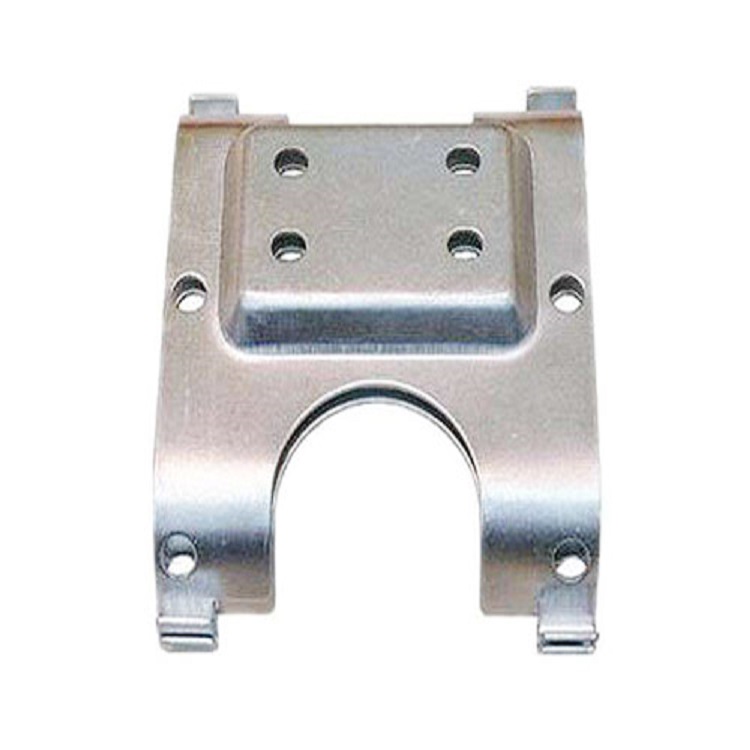
玉溪五金冲压件厂家 模具五金冲压件 没有中间商赚差价
- 相关产品:
品牌:金匠冲压制造标准:国标冲压件种类:五金模具:多工序连续模加工定制:是打样周期:4-7天加工周期:8-15天精密冲裁方式:闭式、开式加工类型:金属成型表面处理:电镀锌、喷塑、电镀锡、电泳漆、喷涂工序:精密冲裁、冷挤压、压延、胀型、拉深、冲孔、弯曲、切断、落料、翻边、缩口、切边、精整、成形报价方式:按实际订单报价为准
重庆金匠精密模具有限公司成立于2006年,从事精密五金模具设计制造,精密五金冲焊,精密机械制造。公司现有各类型冲压设备30余台,焊接设备10台,机加设备20台,模具加工设备20余台,表处理(喷塑线)2条,日冲压产能15万冲次/天。模具工装产能50套/月。
公司现有员工60人,其中模具设计高工2人,模具师傅6人,模具补师2人,机加5人,生产工艺1人,检验2人,生产工人32人。
五金冲压件选材应遵循的4个原则:
1、对于定尺板尽量选择合适的规格尺寸,从钢厂剪切完成后,不必进行二次剪切,降低剪切费用;对于卷板,尽量选择开卷成形的卷料规格及工艺,减少二次剪切的工作量,提高工作效率。
2、板材的厚度存在偏差要求,通常在偏差允许的范围内,应首先选用下偏差的板材。
3、确定五金冲压件展开板料的形状及尺寸,是分析冲压件变形程度,设计工艺性及拟订工艺规程的前提。如果板料形状合适,不仅变形沿板料分布不均匀的现象能够得到明显改善,而且成形极限也可有所提高,并能降低突耳高度,减少切边余量。此外,对于某些落料后直接成形的零件,若能给出的板料形状及尺寸,则能减少试模调模的次数,从而缩短生产周期,提高生产率。
4、在产品设计选材时,避免选用高牌号的材质造成产品性能过剩,同时,在满足产品、工艺要求的前提下,尽量选择现有已量产车型所用的材质、料厚,形成材料平台,为后续的采购、库存管理提供便利。
怎么提高五金冲压件的质量?
1、五金冲压件在规划零件的结构形状时,选用结构简略合理的外表及其组合,一起还应当尽量使加工外表数目少和加工面积小。
2、五金冲压件所用的资料,不只要满意产品规划的技能要求,还应当满意冲压工艺的要求和冲压后的切削、电镀、清洗等工艺的加工要求。
3、五金冲压成形功能的要求关于成形工序,为了有利于冲压变形和制件质量的进步,资料应具有**的塑性、屈强比小、板厚方向性系数大、板平面方向性系数小、资料的屈从强度与弹性模量的比值小。关于别离工序,并不需要资料有很好的塑性,但应具有必定的塑性,塑性越好的资料,越不易别离。
4、挑选合理机械制作中毛坯制备的办法,可直接使用型材、铸造、铸造、冲压和焊接等。毛坯的挑选与详细的出产技能条件有关,一般取决于出产批量、资料功能和加工可能性等。
5、规则恰当的制作精度及外表粗糙度零件的加工费用。五金冲压件的加工费用会跟着精度的进步而添加,所以五金冲压零件的外表粗糙度也应当依据合作外表的实际需要作出恰当的规则。
6、冲压油的选用应契合工艺要求,功能优异的冲压油可明显改进加工环境,进步工件的精度。
冲压件在进行出产的过程中其主要的办法是冲压,在必定程度上选用复合模,尤其是多工位级进模,可在一台压力机上完结多道冲压工序,完结由带料开卷、矫平、冲裁到成形、精整的全自动出产。出产效率高,劳动条件好,出产成本低,一般每分钟可出产数百件。
冲压件主要是按工艺分类:
冲压件可分为别离工序和成形工序两大类。别离工序也称冲裁,其意图是使冲压件沿轮廓线从板料上别离,一起确保别离断面的质量要求。冲压用板料的外表和内在性能对冲压制品的质量影响很大,要求冲压资料厚度均匀,外表光洁,、无疤、无擦伤、无外表裂纹等,屈从强度均匀、无显着方向性、均匀延伸率高、屈强比低、加工硬化性低。
冲压件主要是在资料耗费不大的前提下,有用的通过冲压制造出来的,其零件重量轻、刚度好,而且板料通过塑性变形后,金属内部的安排结构得到,使冲压件强度有所进步。
冲压件具有较高的尺度精度,同模件尺度均匀共同,有较好的互换性。不需要进一步机械加工即可满意一般的安装和运用要求。冲压件在冲压过程中,因为资料的外表不受损坏,故有较好的外表质量,外观润滑漂亮,这为外表喷漆、电镀、磷化及其他外表处理供给了便利条件。
冲压件在运用时有利于进步其金属资料的利用率,有用的削减资料的种类和标准,尽可能下降资料的耗费。在应的情况下选用价格低廉的资料,尽可能使零件做到无废料及少废料冲裁。
冲压件的形状简略,结构合理,以有利于简化模具结构、简化工序数量,即用少、简略的冲压工序完结整个零件的加工,削减再用其他办法加工,并有利于冲压操作,便于安排完结机械化与自动化出产,以进步劳动出产率。
冲压件常见的冲压方法:
⑴.合理的模具设计。在级进模中,下料顺序的安排有可能影响到冲压件成形的精度。针对冲压件细小部位的下料,一般先安排较大面积之冲切下料,再安排较小面积的冲切下料,以减轻冲裁力对冲压件成形的影响。
⑵.压住材料。克服传统的模具设计结构,即模具闭合时,而材料又可被压紧。关键成形部位,卸料板一定做成镶块式结构,以方便解决长时间冲压所导致卸料板压料部位产生的磨损,而无法压紧材料。
⑶.增设强压功能。即对卸料镶块压料部加厚尺寸,以增加对凹模侧材料的压力,从而抑制冲切时冲压件产生翻料、扭曲变形。
⑷.凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
⑸.日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将,从而冲压件产生翻料、扭曲的趋向加大。
⑹.冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。
公司建立完善的产品开发流程、质量检验流程、生产制造流程、员工激励机制,语2014年顺利通过ISO9001质量体系认证,在工作中严格按照体系要求打通影响产品质量及交期的各个环节,与客户交心,为客户操心,以性价比的产品为客户服务。
联系电话是023-65396934, 主要经营公司成立于2006年,专注各类型五金冲压15年,为客户提供从产品前期失效分析、设计优化、工装模具检具定制、五金产品打样、五金产品冲压焊接、产品表处理一条龙服务。。
单位注册资金未知。
{kind=link}