
- 2025-04-03 16:13 2293
- 产品价格:58000.00 元/个 起
- 发货地址:湖北武汉东西湖区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:165981274公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
乐山激光焊接加工 送货上门 专车配送
- 相关产品:
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
脉冲宽度
脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
激光焊接的优势为:
1、机器激光发射稳定,能量恒定;
2、焊点不会忽大忽小变化 ——忽大忽小变化会影响外观,因为以一个位置为参照系,变大会焊到去,变小则焊不到应该连接的地方;
3、焊点不会忽深忽浅变化 ——忽深忽浅变化会影响焊接强度,因为焊太深会击穿产品背面,焊太浅会造成虚焊,没有焊上;
4、工作台为四维自动CNC+旋转焊接,速度快,XY轴行程为1000*800mm;
以上配置目前为全国地区专业的专业激光焊接加工厂OEM
结构件及钣金件代表客户为:TCL,康佳;
手机壳及组件代表客户为:华为、中兴、金宝、贤华;
光电通讯类代表客户为:飞通、帅康、武邮
还有很多精密焊接代表客户就不一一列举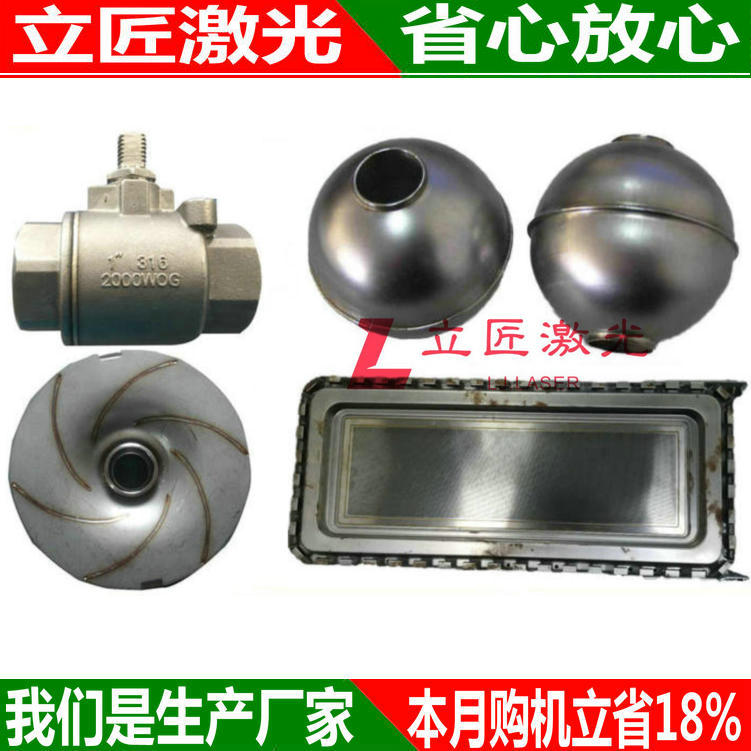
本公司拥有自主研发的CNC激光焊机设备多台﹑加工精准速度快,可日出产量50000PCS以上,是量大外发加工的好选择!
阵列式程序焊接﹑在工作台面上﹑可排放多个产品﹑成阵列群﹑可以一边放上产品﹑一边取下焊好的成品﹑ 循环加工﹑速度相当精准相当快﹑是效率高的激光焊加工利器。而且各种异形图形都可以精准连续焊接﹑曲线﹑圆弧﹑圆的﹑方的﹑斜线﹑螺纹形状…等都能接图或扫描完成。普通的激光焊机是完成不了的。CNC激光焊可以快速完成工序达到高效品质。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊








{kind=link}