


- 700
- 产品价格:100000.00 元/副 起
- 发货地址:浙江台州黄岩区 包装说明:不限
- 产品数量:9999.00 副产品规格:不限
- 信息编号:163642859公司编号:14581083
- 王经理 微信 13867696460
- 进入店铺 在线留言 QQ咨询 在线询价
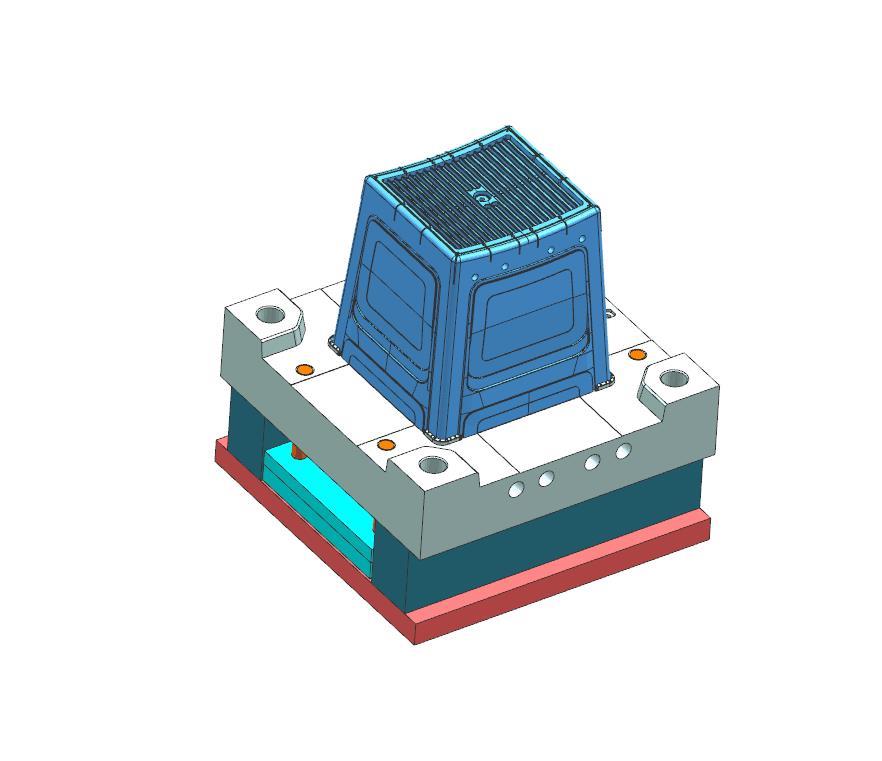
厨房日用品模具生产 家居日用品模具
- 相关产品:
日用品模具浇口的形式很多,但无论采用什么形式的模具浇口,其开设的位置对塑件的成形性能及成型质量影响都很大。所以,合理选择模具浇口的开设位置是提高塑件质量的一个重要设计环节。在选择模具浇口位置时,应针对塑料制造的几何形状特点及技术要求,来分析熔融塑料在模内的流动状态,填充条件及排气条件等因素。 模具浇口应开设在塑件断面厚处。当塑件的壁厚相差较大时,若将模具浇口开设在壁薄处,这是塑料熔体进入型腔后,不但流动阻力大,而且还易冷却,影响熔体的流动距离,难易保证充填满整个型腔。塑件的壁厚处往往是熔体晚固化的地方,如果浇口开设在壁薄处,那么壁厚的地方因塑料熔体收缩得不到补缩而会形成表面凹陷或缩孔。
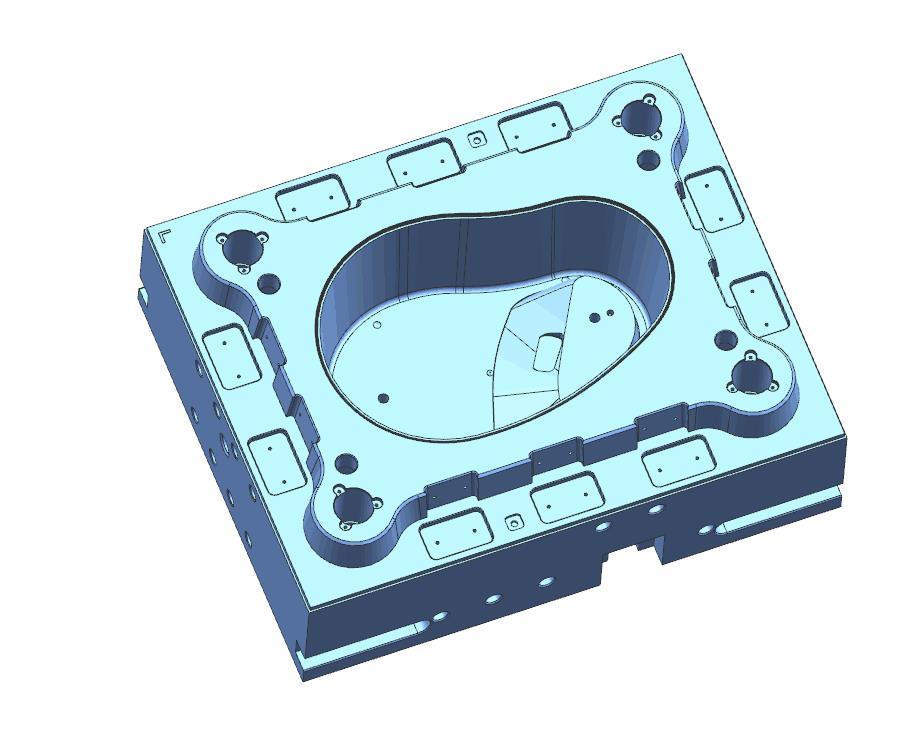
模具浇口的尺寸及位置选择应避免产生喷射和蠕动现象。小的模具浇口如果正对着一个宽度和厚度较大的型腔,则高速料流经过浇口时,由于受到很高的切应力,将生产喷射和蠕动等熔体断裂现象。有时喷着现象还会使塑料制件形成波纹流痕。
模具浇口位置的选择应使塑料的流程短,料流变化方向少。
模具浇口位置的选择应有利于型腔内气体的排出。
应防止料流将型腔,型芯,嵌件挤压变形。

塑料日用品模具定制公司 注塑模具加工工厂 台州黄岩模具之乡 专业生产定制模具

注塑成型日用品模具定制 台州黄岩专业日用品开模定制厂家 放心* 质优价平 塑胶模具公司

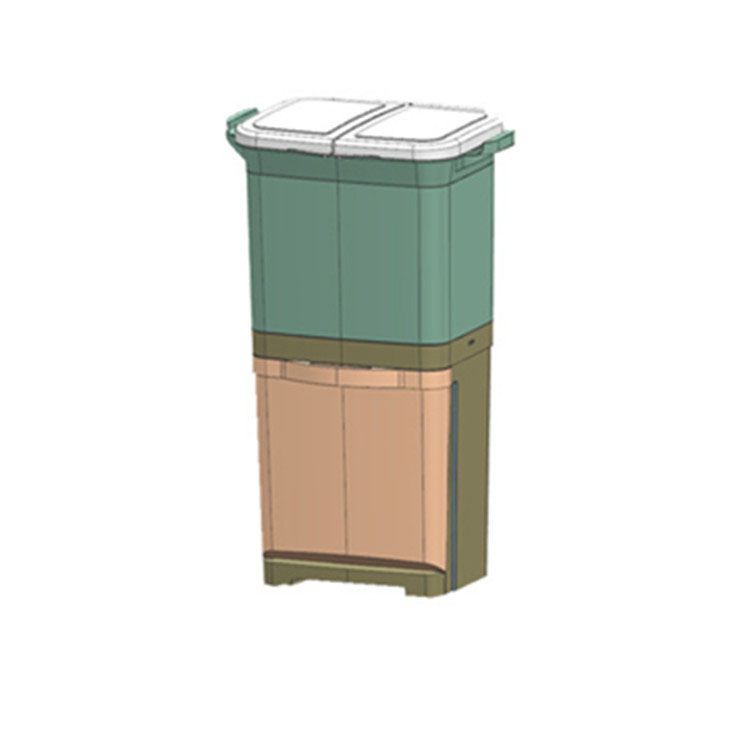
台州市黄岩迈骏塑料模具有限公司专业制造日用品模具
流道系统的优势
(1)无水口料,不需要后加工,使整个成型过程完全自动化,节省工作时间,提高工作效率。
(2)压力损耗小。热浇道温度与注塑机射嘴温度相等,避免了原料在浇道内的表面冷凝现象,注射压力损耗小。
(3)水口料重复使用会使塑料性能降解,而使用热流道系统没有水口料,可减少原材料的损耗,从而降低产品成本。在型腔中温度及压力均匀,塑件应力小,密度均匀,在较小的注射压力下,较短的成型时间内,注塑出比一般的注塑系统更好的产品。对于透明件、薄件、大型塑件或高要求塑件更能显示其优势,而且能用较小机型生产出较大产品。
(4)热喷嘴采用标准化、系列化设计,配有各种可供选择的喷嘴头,互换性好。*特设计加工的电加热圈,可达到加热温度均匀,使用寿命长。热流道系统配备热流道板、温控器等,设计精巧,种类多样,使用方便,质量稳定可靠。
模具浇口的尺寸及位置选择应避免产生喷射和蠕动现象。小的模具浇口如果正对着一个宽度和厚度较大的型腔,则高速料流经过浇口时,由于受到很高的切应力,将生产喷射和蠕动等熔体断裂现象。有时喷着现象还会使塑料制件形成波纹流痕。
模具浇口位置的选择应使塑料的流程短,料流变化方向少。
模具浇口位置的选择应有利于型腔内气体的排出。
应防止料流将型腔,型芯,嵌件挤压变形。

塑料日用品模具定制公司 注塑模具加工工厂 台州黄岩模具之乡 专业生产定制模具

注塑成型日用品模具定制 台州黄岩专业日用品开模定制厂家 放心* 质优价平 塑胶模具公司

台州市黄岩迈骏塑料模具有限公司专业制造日用品模具
流道系统的优势
(1)无水口料,不需要后加工,使整个成型过程完全自动化,节省工作时间,提高工作效率。
(2)压力损耗小。热浇道温度与注塑机射嘴温度相等,避免了原料在浇道内的表面冷凝现象,注射压力损耗小。
(3)水口料重复使用会使塑料性能降解,而使用热流道系统没有水口料,可减少原材料的损耗,从而降低产品成本。在型腔中温度及压力均匀,塑件应力小,密度均匀,在较小的注射压力下,较短的成型时间内,注塑出比一般的注塑系统更好的产品。对于透明件、薄件、大型塑件或高要求塑件更能显示其优势,而且能用较小机型生产出较大产品。
(4)热喷嘴采用标准化、系列化设计,配有各种可供选择的喷嘴头,互换性好。*特设计加工的电加热圈,可达到加热温度均匀,使用寿命长。热流道系统配备热流道板、温控器等,设计精巧,种类多样,使用方便,质量稳定可靠。
- 商家产品推荐
- 塑料制品加工厂-注塑加工







{kind=link}