

- 2024-12-01 18:40 562
- 产品价格:100.00 元/台 起
- 发货地址:广东中山东升 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:163601430公司编号:2017423
- 肖强 业务 微信 13824782165
- 进入店铺 在线留言 QQ咨询 在线询价
镗床机械加工 外加工服务阜沙镇机械加工
- 相关产品:
镗床机械加工
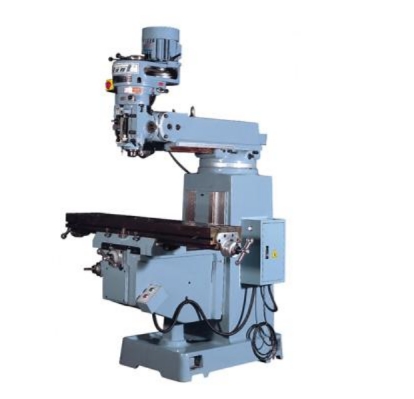
TPX6113镗床工作台面积:1400*1600mmTPX6113镗床工任台承重:8000KGTPX6113镗床下滑座纵向行程:1500mmTPX6113镗床上滑座横向行程:1600mmTPX6113镗床主电机功率:15KW
中山市东升镇来烨机械加工厂承接对外加工服务,现有设备济南二机3米*1米龙门铣床1台、沈阳中捷TPX6111B/3卧式铣镗床1台、等离子火焰切割机8米*3米1台,沈阳中捷Z3050摇臂钻床1台、长沙机床厂CW6183*3米车床1台,以及其它车床、铣床一批,可随时为客户提供优质的服务。1.遵守铣镗工一般安全操作规程。按规定穿戴好劳动保护用品。
2.检查操作手柄、开关、旋钮、夹具机构、液压活塞的联结是否处在正确位置,操作是否灵活,安全装置是否齐全、可靠。
3.检查机床各轴有效运行范围内是否有障碍物。
4.严禁**性能使用机床。按工件材料选用全理的切削速度和进给量。
5.装卸较重的工件时,必须根据工件重量和形状选用合理的吊具和吊装方法。
6.主轴转动,移动时,严禁用手触摸主轴及安装在主轴端部的刀具。
7.更换刀具时,必须先停机,经确认后才能更换,更换时应该注意刀刃的伤害。
8.禁止踩踏设备的导轨面及油漆表面或在其上面放置物品。严禁在工作台上敲打或校直工件。
9.对新的工件在输入加工程序后,必须检查程序的正确性,模拟运行程序是否正确,未经试验不允许进行自动循环操作,以防止机床发生故障。
10.使用平旋径向刀架单独切削时,应先把镗杆退回至零位,然后在MDA方式下用M43换到平旋盘方式,若U轴要移动,则须确保U轴手动夹紧装置已经松开。
11.在工作中需要旋工作台(B轴)时,应确保其在旋转时不会碰到机床的其它部件,也不能碰到机床周围的其它物体。
12.机床运行时,禁止触碰旋转的丝轴、光杆、主轴、平旋盘周围,操作者不得停留在机床的移动部件上。
13.机床运转时操作者不准擅自离开工作岗位或托人看管。
14.机床运行中出现异常现象及响声,应立即停机,查明原因,及时处理。
15.当机床的主轴箱,工作台处于或接近运动极限位置,操作者不得进入下列区域:
(1)主轴箱底面与床身之间
(2)镗轴与工作之间;
(3)镗轴伸出时与床身或与工作台面之间;
(4)工作台运动时与主轴箱之间;
(5)镗轴转动时,后尾筒与墙、油箱之间;
(6)工作台与前主柱之间;
(7)其他有可能造成挤压的区域;机床关机时,须将工作台退至中间位置,镗杆退回,然后退出操作系统,后切断电源。

坐标镗床是高精度机床的一种。它的结构特点是有坐标位置的精密测量装置。坐标镗床可分为单柱式坐标镗床、双柱式坐标镗床和卧式坐标镗床。具有精密坐标定位装置的镗床,它主要用于镗削尺寸、形状、特别是位置精度要求较高的孔系,也可用于精密坐标测量、样板划线、刻度等工作。单柱式坐标镗床:主轴带动刀具作旋转主运动,主轴套筒沿轴向作进给运动。特点:结构简单,操作方便,特别适宜加工板状零件的精密孔,但它的刚性较差,所以这种结构只适用于中小型坐标镗床。双柱式坐标镗床:主轴上安装刀具作主运动,工件安装在工作台上随工作台沿床身导轨作纵向直线移动。它的刚性较好,大型坐标镗床都采用这种结构。双柱式坐标镗床的主参数为工作台面宽度。卧式坐标镗床:工作台能在水平面内做旋转运动,进给运动可以由工作台纵向移动或主轴轴向移动来实现。它的加工精度较高。

以箱体零件同轴孔系为代表的长孔镗削,是金属切削加工中重要的内容。尽管仍有采用镗模、导套、台式铣镗床后立柱支承长镗杆或人工找正工件回转180°等方法实施长孔镗削的实例,但近些年来,一方面由于数控铣镗床和加工中心大量使用,使各类卧式铣镗床的坐标定位精度和工作台回转分度精度有了较大提高,长孔镗削逐渐被高效的工作台回转180°自定位的调头镗孔另一方面形床身布局之普通或数控刨台式铣镗床的大量生产和应用,从机床结构上使工作台回转180°自定位的调头镗孔,几乎成为在该种机床上镗削长孔的方法。

立柱送进调头镗孔的同轴度误差及其补偿影响铣镗床调头镗孔同轴度的主要因素与台式铣镗床一样,也是工作台回转180°调头的分度误差da和为使调头前已镗成的半个长孔d1轴线,在调头后再次与镗轴轴线重合而镗削长孔之另一半孔d2,所需工作台横(x)向移动Lx=2lx的定位误差dx2。而且工作台回转180°前后,台面在xy坐标平面内产生的倾角误差df,在yz平面内产生的倾角误差dy及在y向产生的平移误差dy,也同样是刨台式铣镗床调头镗孔同轴度的重要影响因素。但镗轴轴线空间位置对调头镗孔同轴度的影响,通常用立柱送进完成孔全长镗削的刨台式铣镗床,与通常用工作台纵移送进的台式铣镗床有明显的不同。







{kind=link}