
- 2025-08-03 16:13 2283
- 产品价格:58000.00 元/个 起
- 发货地址:湖北武汉东西湖区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:160269583公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
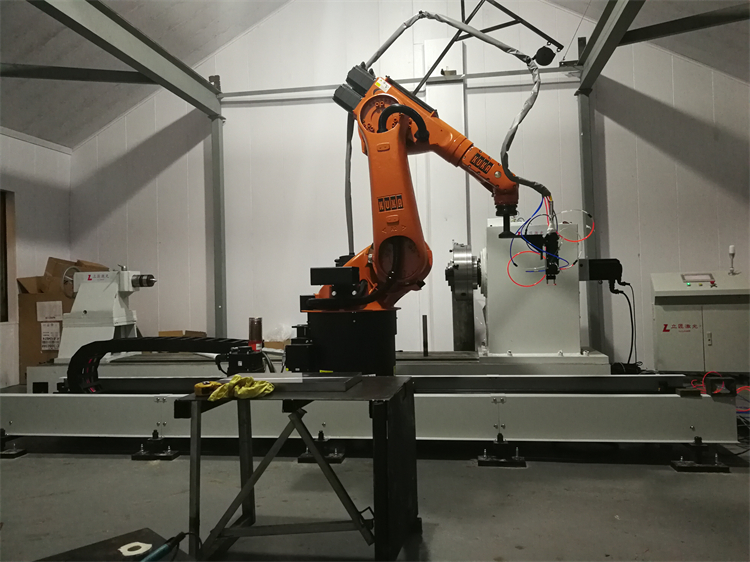
济宁激光焊接加工 全国范围内接单
- 相关产品:
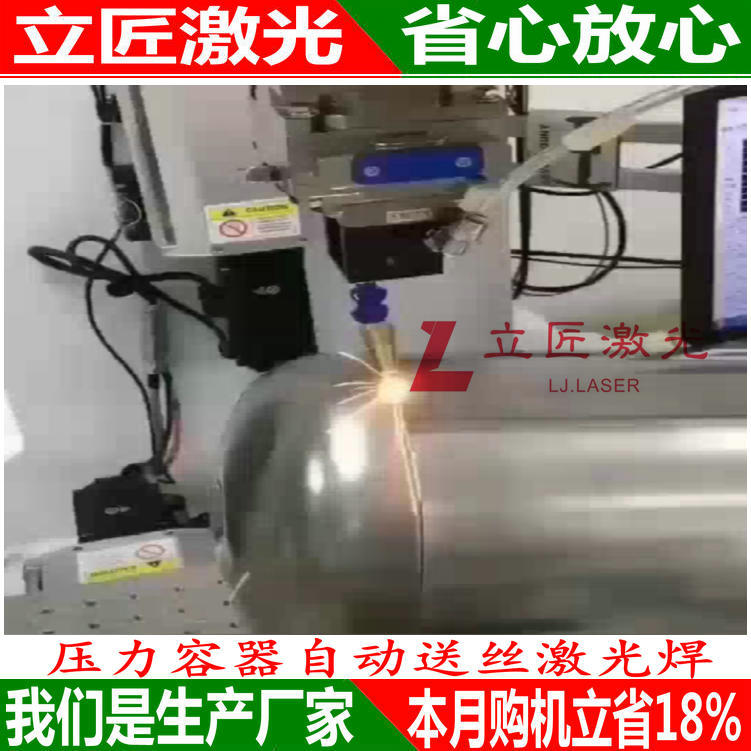
激光焊接加工方式:光纤激光焊接、大功率焊接、自动焊接、无缝焊接、氩弧焊、点焊、段焊、连续性焊接相辅。结合钣金加工、数控卷圆、折弯、激光切割、打磨抛光。
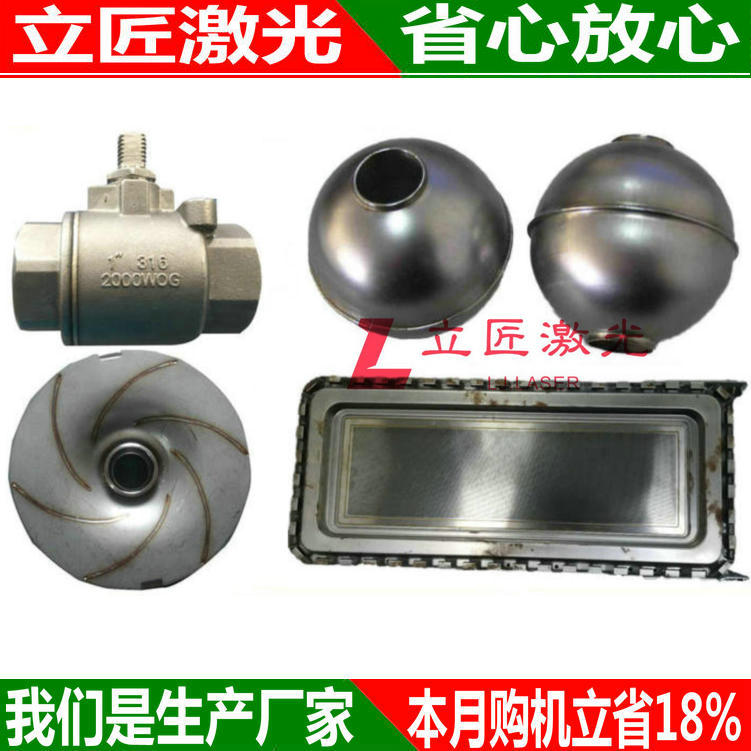
品质重点:
1、尺寸位置按图纸要求;
2、无漏焊虚焊假焊,焊道美观,溶池深浅适当,保证焊接气密性。
3、无焊渣、焊穿,无碰伤刮花脏污,无挤压变形。
4、运输、周转和生产过程中轻拿轻放,不可刮花碰伤产品表面。
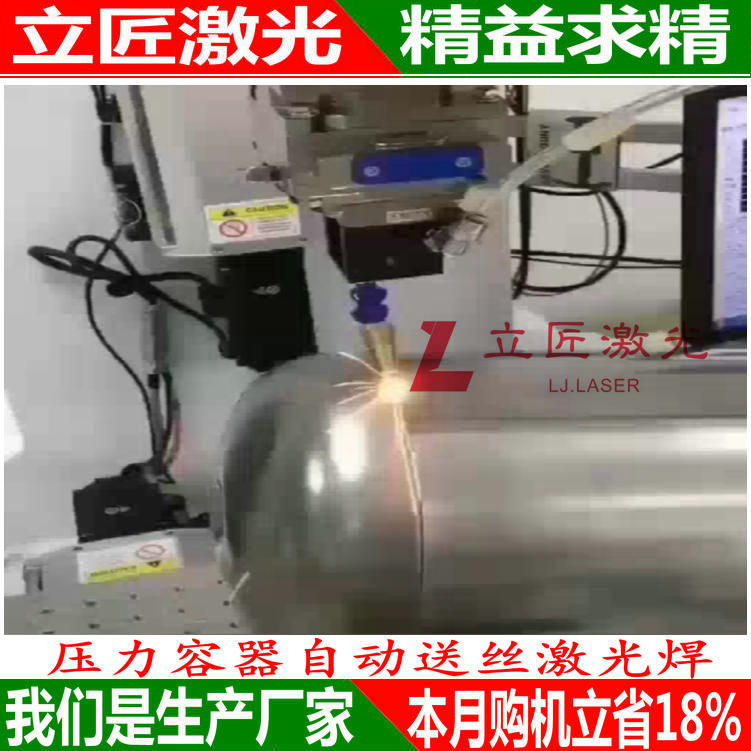
采用高功率振镜头焊接方式,自动化集成度高,生产效率高
搭配大功率光纤激光器,焊接速度快、质量高,提高生产效率。
公司团队:
1、总工程师在日本技术型公司激光焊接资历10年,对客户提供的图纸及待开发原样品有较强的开发能力,有很多客户在此开发成功并量产,总工程师对产品的自动化量产的工装及组生产线有独到的经验;
机器操作工程师
2、对产品的各种材料、材料的属性、及混和焊接、平面及异型焊接、产品外观、拉力、产品生产缺陷及控制把握经验丰富,除非材料问题,基本能达到零缺陷;
3、产品检验及包装人员 有着丰富的检验经验并能及时与生产沟通改善,将作业指导书执行到位,保证产品出货达到良率标准;
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
脉冲宽度
脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
选择立匠激光焊接加工的五大理由:
一、专业的焊接加工服务商:我公司为专业焊接技术服务商,专业焊接加工和工艺研发!
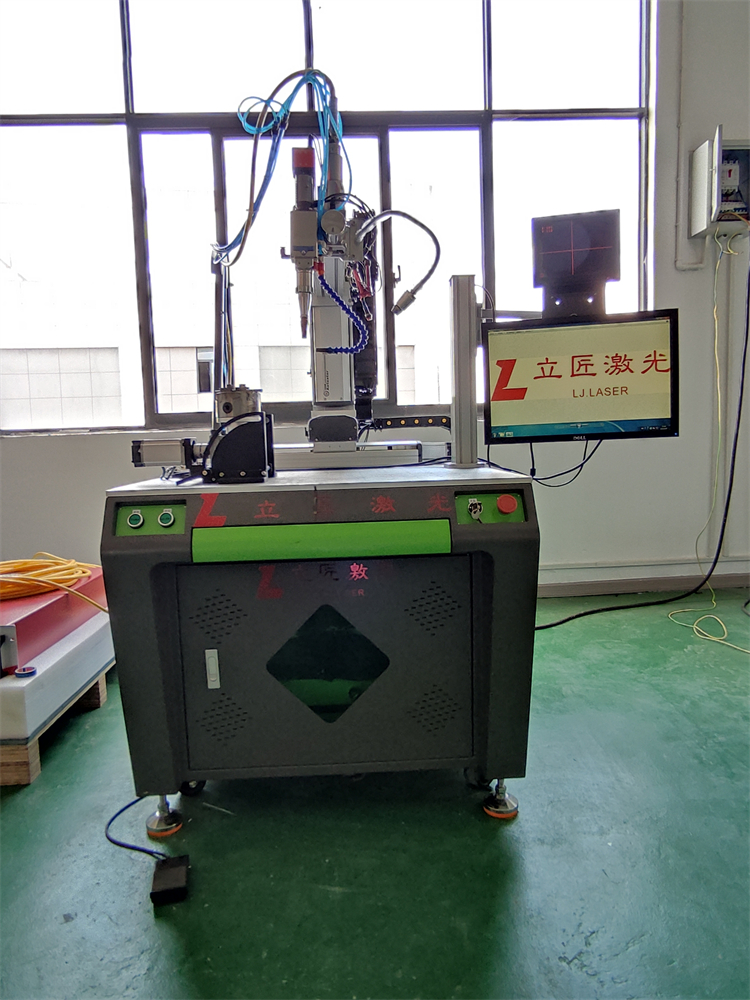
二、机器设备;公司拥有自主研发的焊接机30多台!
三、焊接技师,专业的焊接技术团队;(欧克激光焊接加工中心马经理焊接工程师出身,经常参加焊接行业研讨会,是广东省焊接行业领军人物,对焊接整个流程非常有经验,同时高薪聘请的都是专业的焊接师傅,带领培养了一批特色、高效的技术团队!)
四、大规模的正规公司的管理模式;(正规大型工业园厂房、详分的数个部门,公司下设客服部、业务部、工程部、生产部、行政部、车辆送货部等等,公司正规化管理、非作坊式、铺面式小加工)
五、服务口碑深入人心:珠三角内我们可上门取送货,有专业的车辆人员服务。客服技术专线随时接受咨询,免费打样。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊










{kind=link}