- 1132
- 产品价格:200.00 元/件 起
- 发货地址:重庆九龙坡 包装说明:不限
- 产品数量:9999.00 件产品规格:不限
- 信息编号:153102663公司编号:13789045
- 孙志刚 经理 微信 150253872..
- 进入店铺 在线咨询 QQ咨询 在线询价
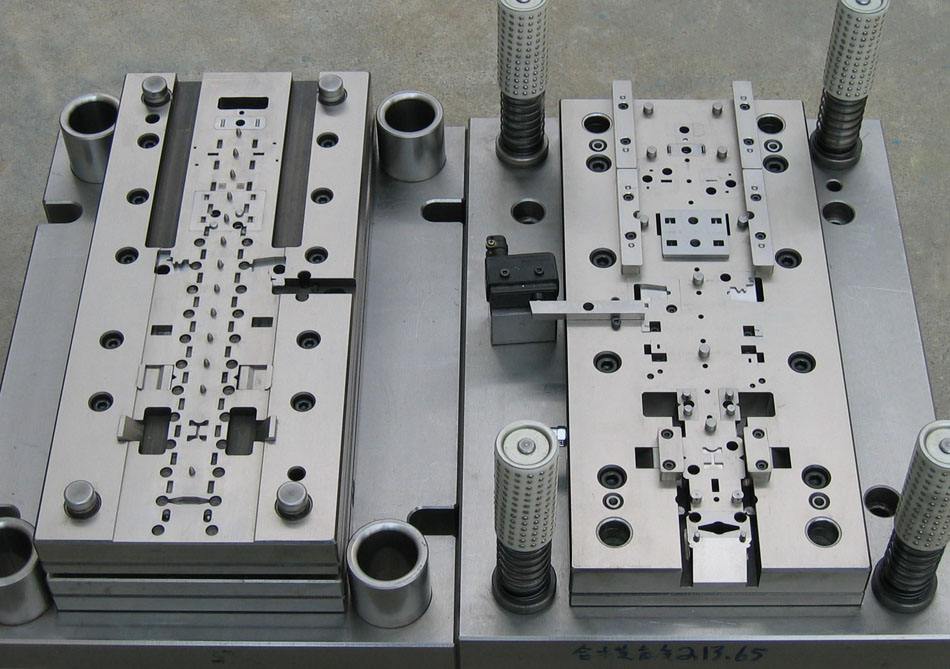
黔西南不锈钢模具厂家 不锈钢拉伸模具 工厂直销
- 相关产品:
五金模具是在工业出产中,用各种压力机和装在压力机上的工具,通过压力把金属资料制出所需形状的零件或成品,这种工具统称为五金模具。
工序组合:
(1)单工序模 在压力机的一次行程中,只完结一道冲压工序的模具。
(2)复合模 只要一个工位,在压力机的一次行程中,在同一工位上一起完结两道或两道以上冲压工序的模具。
(3)级进模(也称接连模) 在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不一样的工位上逐次完结两道或两道以上冲压工序的模具。
接连模(级进模), 压力机在一次冲压行程中,选用带状冲压原资料,在一副模具上用几个不一样的工位一起完结多道冲压工序的冷冲压冲模,模具每冲压完结一次,料带定距移动一次,至商品完结。
接连模在冲压过程中资料料带一直向一个方向运动:重庆五金模具内部料带堵截后向两个或许两个以上方向运动的叫级进模;料带送料在模具内部完结的叫自动接连模;在一个冲压出产链上用不一样技术的冲压模具用机械手或其他自动化设备,选用模具或许零件移动完结工件冲压加工额定模具叫多工位模。
怎么判定重庆冲压模具的质量?
1、冲压模具经过试冲与调整,生产出合格商品后,能够在试冲过程中,把握和了解冲压模具使用性能,商品成形条件、方法和规则,从而对商品批量生产时的技术规程拟定供给协助。
2、在冲压模具设计中,有些形状杂乱或精度请求较高的冲压成形零件,很难在设计时精确地计算出变形前毛坯的尺度和形状。为了要得到较精确的毛坯形状、尺度及用料标准,只要经过反复试冲才干断定。
3、冲压模具调试协助断定技术和冲压模具设计中的某些尺度。关于形状杂乱或精度请求较高的冲压成形零件,在技术和冲压模具设计中,有单个难以用计算方法断定的尺度,如拉深模的凸、凹模圆角半径等,必须经过试冲,才干精确断定。
4、经过调试,发现问题,解决问题,堆集经历,有助于进一步进步冲压。
5、能够判定重庆冲压模具的质量。验证该模具生产的商品质量是不是符合请求,断定该冲压模具能否交给。
不锈钢冲压板材在作深加工时,必须做表面不受加工损伤的保护。一般均在不锈钢表面,贴上塑胶膜来作保护。这些保护膜很容易撕下来,而且产品表面也一定不会留下胶着痕迹。
在做后产品包装时,也尽可能不撕保护膜,对于这些受保护的产品,要注意放在不会损伤不锈钢产品表面的工作台上加工为。
⑴.加工碳钢的绝大多数方法可用来加工不锈钢,但是,由于不锈钢的强度更大,冷作硬化反而更强。所以,采用机械方法进行加工时,所需功率就更大,而且降低了机器的加工厚度。
⑵.刚接触不锈钢的人可能不知道,为防止对不锈钢表面造成污染,需在加工工作台上或其它与碳钢有接触的地方放置保护垫。如果该加工机械也加工碳钢,那么,在加工不锈钢前检查一下,除去可能粘附并污染不锈钢的碳钢微粒,因为碳钢的微粒会嵌入到不锈钢表面,很容易造成腐蚀。
⑶.不锈钢装饰板表面通常用塑胶膜保护,目的是为了防止划伤不锈钢。所以加工的工作台表面必须平滑,要特别注意加工不锈钢时的高摩擦力和高温所造成的划伤和对保护膜的破坏。
⑷.彩色板在折弯处或冲压深度大于1cm时,会因拉伸变形,颜色会有所变浅。
⑸.对不锈钢装饰板进行加工过程中需注意的问题:
①裁剪加工
a.砂轮切割:既可以用来切割小面积区域,也可以用来直线切割薄板和大半径曲线。这是一个切割薄板的好办法,推荐使用氧化铝砂轮,但切割过程中切忌使边缘温度过高,同时也要注意有可能会卡进切割槽。
b.剪切:在适用于薄板加工的裁剪床上裁剪,但应注意与送进支架隔离,落料斗也应铺以橡胶垫,避免划伤。
c.激光切割:利用先进的激光加工设备,可以切割任意形状和任意厚度的不锈钢,而且精确度相当高。
d.等离子切割:不锈钢镀色装饰板不适宜采用等离子切割方法切割,因切割时产生的高温会使不锈钢镀色装饰板表面褪色。
②成型加工
a.冲孔:由于不锈钢的高切变强度,故装备的马力和耐磨损性都要加大。在较薄的材料上冲孔时,要始终注意打孔机和硬模之间的空隙。
b.冲制和压花:这些加工通常适合柔软的奥氏体(304,304L)和铁素体(409,430)不锈钢。同样是由于高硬度,因此需要使用更硬更强的工具以及使用到乳状润滑剂。
c. 挤压:这是将一张板放在两个有花纹的模具中间挤压的过程。这样生产出来的产品既可以是成品,也可以是半成品。通过挤压,使用单一模具就可以生产出某部分产品,或者使用一系列的组合装备生产一个复杂的物件。
d.深冲压:深冲压指的是利用冲压机和拉延环或模具,把平板做成圆柱或盒子等形状。在这个过程中,需要使用更大的作用压力,还要用到平板固定夹,以免在把板拉进模具时引起边缘起皱。深冲压不锈钢制品,建议选用深冲不锈钢板料。
e.折弯:在卷板、折弯过程中,应采取有效措施避免造成不锈钢板表面划伤和产生折痕。
③焊接:不锈钢装饰板不适宜焊接,因焊接时产生的高温会使不锈钢装饰板表面褪色。
④抛光:不锈钢镀色板和印有图案的不锈钢装饰板不适宜另行抛光,否则会出现褪色或产生色差,影响外观。
⑤搬运:不锈钢板在加工过程中进行搬运时,应用运输工具(如小车、电瓶车或天车等),并应有洁净的隔离防护措施,以防灰尘、油污、铁锈污染不锈钢。严禁在平台或地面直接拖拉,严禁磕碰和划伤。
冲压是一种加工方法,其坯料主要是板材、带材、管材及其他型材,利用冲压设备通过模具的作用,使之获得所需要的零件形状和尺寸.冲压是一种加工方法,其坯料主要是板材、带材、管材及其他型材,利用冲压设备通过模具的作用,使之获得所需要的零件形状和尺寸。
重庆冲压产品加工要求被加工材料具有较高的塑性和韧性,较低的屈强比和时效敏感性,一般要求碳素钢伸长率δ≥16%、屈强比冲压是一种加工方法,其坯料主要是板材、带材、管材及其他型材,利用冲压设备通过模具的作用,使之获得所需要的零件形状和尺寸。
冲压加工要求被加工材料具有较高的塑性和韧性,较低的屈强比和时效敏感性,一般要求碳素钢伸长率δ≥16%、屈强比σs/σb≤70%,低合金高强度钢δ≥14%、σs/σb≤80%。否则,冲压成形 性能较差,工艺上必须采取一定的措施,从而提高了零件的制造成本。
模具是冲压加工的主要工艺装备。冲压件的表面质量、尺寸公差、生产率以及经济效益等与模具结构及其合理设计的关系很大。按照冲压工序的组合方式分有:单工序的简单模、多工序的连续模和复合模。
重庆冲压产品主要**械压力机和液压机。在大批量生产中,应尽量选用高速压力机或多工位自动压力机;在小批量生产中,尤其是大型厚板冲压件的生产中,多采用液压机。
联系电话是023-65396934, 主要经营公司成立于2006年,专注各类型五金冲压15年,为客户提供从产品前期失效分析、设计优化、工装模具检具定制、五金产品打样、五金产品冲压焊接、产品表处理一条龙服务。。
单位注册资金未知。
{kind=link}