- 841
- 产品价格:218000.00 元/台 起
- 发货地址:广东东莞大岭山 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:151868086公司编号:13654314
- 郑先生 微信 136025585..
- 进入店铺 在线咨询 QQ咨询 在线询价
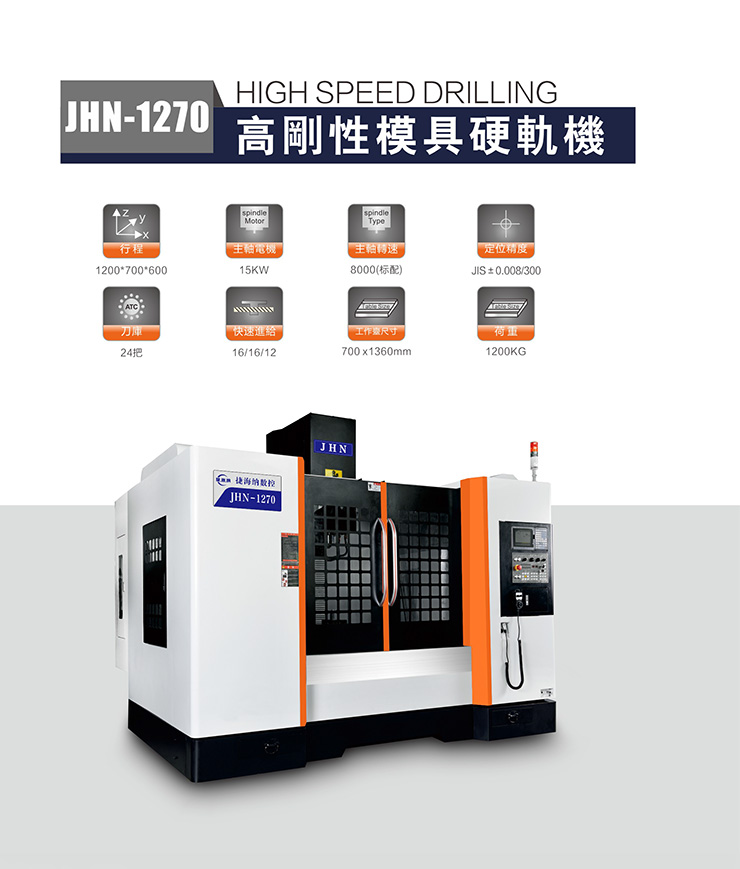
合肥1580模具硬轨加工中心厂家 1160立式加工中心
- 相关产品:
三轴硬轨立式加工中心机床运动坐标的导轨体均采用淬硬后磨削集共的铸铁导轨对聚四氟乙烯塑料贴面。其特点是:摩擦系数小,减震性好,低速无爬行,快速定位精度高,接触面大,承载能力强。
机床主传动大多采用电机一同步齿形带一主轴的传动方式,使主轴获得较高的转速并大大降低了主轴箱的振动和噪音,更利于高速和高精度的加工。
0三轴硬轨立式加工中心机床广泛适用于机械制造业、模具制造业及其它行业加工板件、盘类件、壳体及模具等复杂零件。工件在一次装夹后,可连续完成铣、钻、镗、铰等多种工序的加工。可单台使用,也可多台组成生产流水线加工零件。
1、三轴硬轨加工中心T-850机身采用**大底座稳固,大跨距人字形立柱高刚性,高速移动切削不震动不变形;
2、三轴导轨轨采用矩形硬轨,高刚性,可重切削,吸震好,寿命长,调整方便;
3、大直径C3级丝杆,带预拉结构,消除部分热延伸,丝杆轴承采用注油润滑,延长轴承寿命;
4、刀杯采用液压缸翻转刀杯,保证每次刀杯备刀都很到位;
5、排屑采用双螺排,自动化,人性化;
6、双层水箱过滤系统结构,为工件表面加工提供良好的切削液;
7、刀库为选配,传统的气压打刀升级为液压打刀,保证每次打刀力的稳定,以免出现气压不稳定带来的拉刀现象,损害主轴。
1、三轴硬轨加工中心T-850机台占地面积小,人性化设计,850和1050为后排屑设计,两侧自动螺排,减少人工清理时间。
2、换刀速度2Sec,刀库容量24把,换刀装置再升级,使用高速液压打刀,达到稳快的效果。
3、三轴伺服马达为3KW,惯量加大,可以获得更好的加速度和动态性能。
4、主轴电机11KW,瞬时可达15KW,切削力大。
5、标配皮带头8000r/min,选配10000r/min,切削效率高,皮带传动,避免电机过热,减少主轴热变形。
6、选配直联头10000r/min,12000r/min或者15000r/min,带油冷机,提高加工精度及表面光洁度。
7、主轴前端采用迷宫设计,带吹气方式,防止切削液进入主轴轴承。
8、配备容积式及强制润滑油系统,保证全机各运动部件润滑良好。
9、机床底座立柱皆由良好的铸铁铸造而成,再热处理,对称结构设计,降低机床扭曲变形,提高机床精度稳定度。
10、选配皮带头主轴中心出水,切削液从刀具中心前端输出,确保深孔加工时排屑移除,提高加工速度,并延长刀具使用寿命。
11、T-850三轴硬轨加工中心可选配BT40齿轮头主轴,分为高低两档,低挡时可输出500Nm的切削力,时,转速可达6000r/min,加工效率和精度高。
12、系统标配FANUC Oi-F,选配三菱M80B。
一、 产品简介与用途
该产品为X、Y、Z三轴伺服直联控制半闭环立式加工中心,三轴均为钢球滚动直线导轨,导轨负载大、跨距宽、精度高, 三轴为35MM直线导轨,结构及外形尺寸紧凑合理,主轴为伺服电机通过同步带驱动,能够实现对各种盘类、板类、壳体、凸轮、模具等复杂零件一次装夹,可完成钻、铣、镗、扩、铰、刚性攻丝等多种工序加工,适合于多品种、中小批量产品的生产,能满足对复杂、高精度零件的加工。可配*四旋转轴,以满足特殊零件的加工要求。
二、 主要结构特点
1、 底座、滑座、工作台、立柱、主轴箱等主要基础件采用优质铸铁且为箱体式结构,紧凑而合理的对称式筋结构保证了基础件的高刚性和抗弯减震性能;A型桥跨式立柱及内部网格状筋,有力保证了Z轴强力切削时的刚性及精度;基础件采用树脂砂造型并经过时效处理,为机床长期使用性能的稳定性提供了**。
2、 X、Y、Z向导轨均为中国台湾HIWIN公司的直线滚珠导轨,具有速度快、高刚性、低摩擦、低噪音、低温升变化等特性,配合自动强制润滑,提高机床精度寿命;
3、 Z向标准配置采用无配重结构,可实现高速快移;Z向驱动电机具有失电制动装置;(可选配加配重块平衡,保证主轴箱运动顺畅、稳定);
4、 X、Y、Z三个方向进给采用高精度高强度的内循环预压大导程滚珠丝杠,进给速度高;驱动电机通过弹性联轴器与丝杠直联,进给伺服电机直接将动力传递给高精度滚珠丝杠,无背隙,保证机床的定位精度和同步;
5、 采用高速、高精度、高刚性主轴单元,轴向和径向承载能力强,高转速可达10000rpm;
6、 主轴采用中心吹气结构,在主轴松刀时迅速用中心高压气体对主轴内锥进行清洁, 保证刀具夹持的精度和寿命;
7、 X、Y、Z三个方向导轨、丝杠都采用防护装置,保证丝杠及导轨的清洁,确保机床的传动及运动精度和寿命;
8、 机床外防护采用全防护结构设计,操作方便、安全可靠,美观大方;
9、 采用可靠的集中自动润滑装置,定时、定量对机床各润滑点自动间歇式润滑,可依据工作状况调节润滑时间;
10、 采用中国台湾专业厂家生产的16把斗笠刀库(标配),换刀准确,时间短,效率高,经百万次运转测试,符合可靠性要求;带有阻尼结构,能减少运动时的冲击,保证刀库的使用寿命;气动驱动,使用方便,短路径换刀;
11、 采用油水分离装置,可把收集来的大部分润滑油从冷却液中分离出来,防止冷却液的快速恶化,利于环保;
12、 机床操作系统采用人体工程学原理,操作箱独立设计,可自身旋转,操作方便。
数控铣床的刀具径向跳动怎么办
数控铣床 切削过程中,产生加工误差的原因有很多。由刀具径向脉冲引起的误差是一个重要因素。它直接影响到理想条件下被加工表面的小形状误差和几何形状精度。在实际切削
在数控铣床切削过程中,产生加工误差的原因有很多。由刀具径向脉冲引起的误差是一个重要因素。它直接影响到理想条件下被加工表面的小形状误差和几何形状精度。在实际切削过程中,刀具的径向跳动影响着刀具的加工精度、表面粗糙度、刀具的不均匀磨损以及多齿刀具的切削工艺特性。刀具的径向脉冲越大,刀具的加工状态越不稳定,对加工效果的影响越大。
一、径向跳动的原因
工具的制造误差和主轴部件,加载错误导致漂移和工具之间的偏心轴和理想的旋转轴的轴,**铣床,特定的加工工艺和装配可能产生的径向跳动数控铣床工具处理。
1、主轴本身受径向脉冲的影响
主轴径向跳动误差的主要原因包括主轴各轴颈的同轴误差、轴承本身的各种误差、轴承间的同轴误差、主轴偏转。它们对主轴径向旋转精度的影响随加工方法的不同而不同。这些因素都是在机床制造和装配过程中形成的,机床操作者很难避免它们的影响。
2、受刀具中心和主轴中心旋转的影响
当刀具安装到主轴上时,如果刀具的中心与主轴的旋转中心不一致,必然会导致刀具径向跳动。具体影响因素有:刀具与夹头配合程度、刀具方法是否正确以及刀具本身的质量。
3、具体加工过程的影响
刀具在加工过程中产生的径向跳动主要是由于径向切削力增加了径向跳动。径向切削力是径向总切削力的一个分量。牛刨在加工过程中会使工件弯曲并产生振动。它是影响工件质量的主要因素。主要受切削量、刀具与工件材料、刀具几何角度、润滑方法和加工方法等因素的影响。
二、减少径向跳动的方法
刀具的径向跳动主要是由于径向切削力增加了径向跳动。因此,减小径向切削力是减小径向跳动的重要原理。以下方法可以用来减少径向跳动:
1、使用锋利的刀
刀具选择大的前角,使刀具更锋利,减少切削力和振动。为了减小主叶片表面弹性恢复层与工件过渡面之间的摩擦,选用大后角的刀具来减小振动。但是,刀具的前后角不能选择太大,否则会导致刀具的强度和冷却面积不足。因此,要根据具体情况选择不同的刀具前角和后角,可以采取较小的粗加工,但在精密加工中,为了减少刀具的径向跳动,应该做到较大,使刀具更加锋利。
2、使用有力的工具
提高工具强度的主要方法有两种。一是在相同径向切削力下增加刀杆直径,刀杆直径增加20%,刀杆径向跳动量可减少50%。二是缩具的延伸长度。刀具的长度越大,加工过程中刀具的变形越大,加工时间的变化也越大。刀具的径向脉冲会不断变化,从而导致工件的变形。表面不光滑。刀具的长度减少了20%,径向跳动能力也减少了50%。
一、产品简介与用途
本机床为床身式立式加工中心,具有较强的承载能力,三方向导轨均为淬火硬轨,导轨宽、跨距大,结构及外形尺寸紧凑合理,主轴为伺服电机驱动。可铣削、钻孔、扩孔及铰孔等多种功能,能够实现对盘类、板类、壳体、模具等复杂、高精度零件的加工,适于多品种各中、小型零件的平面、斜面、沟槽、孔等多种工序加工,是机械、电子、仪器、仪表、模具、汽车等行业的理想加工设备。
二、主要结构特点
1、 底座、立柱、工作台、中滑座、升降滑座等主要构件均采用高强度材料铸造而成,并经人工时效处理,保证机床长期使用的稳定性,为机床性能的稳定性提供了**。
2、采用高速、高精度、高刚性主轴单元,承载能力强,转速可达8000rpm;
3、工作台X 向行程达950 mm,Y、Z向导轨均为宽矩形滑动导轨,并经**音频淬火及精密磨削。滑动导轨面精密刮研,并贴覆复合PTFE材料,配合自动强制润滑,减小进给运动的磨擦阻力,减小低速爬行,提高机床精度寿命。
4、 X、Y、Z三方向进给均采用高精度、高强度滚珠丝杠,伺服电机驱动,确保机床的定位精度。
5、 导轨、滚珠丝杠采用防护装置,保证丝杠和导轨的清洁,确保机床传动及运行精度。
6、 Z向加配重块平衡装置,保证主轴升降运动平稳、顺畅。
7、 电动润滑装置可对纵、横、垂向的丝杠及导轨进行强制润滑,减小机床的磨损,保证机床的高效运转;同时,冷却系统通过调整喷嘴改变冷却液流量的大小,满足不同的加工需求。
8、 机床操作系统通过支臂悬挂在机床的右上方,符合人体工程学原理,操作箱可旋转一定角度,操作方便、可靠。
9.刀库采用中国台湾斗笠式12把刀库。
三、主要技术参数
1、主电机功率: 7.5kw
2、主轴内锥: BT40
3、主轴转速: 60-8000rpm
4、主轴端面至工作台面距离 100~600 mm
5、 主轴孔中心至立柱表面距离 460 mm
6 工作台面尺寸 1250×360 mm
7、 工作台行程 X向/Y向/Z向 950/400/500 mm
8、工作台负荷: 600kg
9、工作台T型槽 槽数/宽度/间距 3/18/80
10、快移速度 X/Y/z向 10/10/8 m
11、定位精度 0.02 mm
12、重复定位精度 0.01mm
13、机床外形尺寸(长×宽×高) 2220×1850×2350 mm
14、机床净重 5000 kg
联系电话是0769-81664578, 主要经营东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机.。
单位注册资金未知。
{kind=link}