- 612
- 产品价格:280.00 元/件 起
- 发货地址:重庆九龙坡 包装说明:不限
- 产品数量:9999.00 件产品规格:不限
- 信息编号:146809975公司编号:13789045
- 孙志刚 经理 微信 150253872..
- 进入店铺 在线咨询 QQ咨询 在线询价
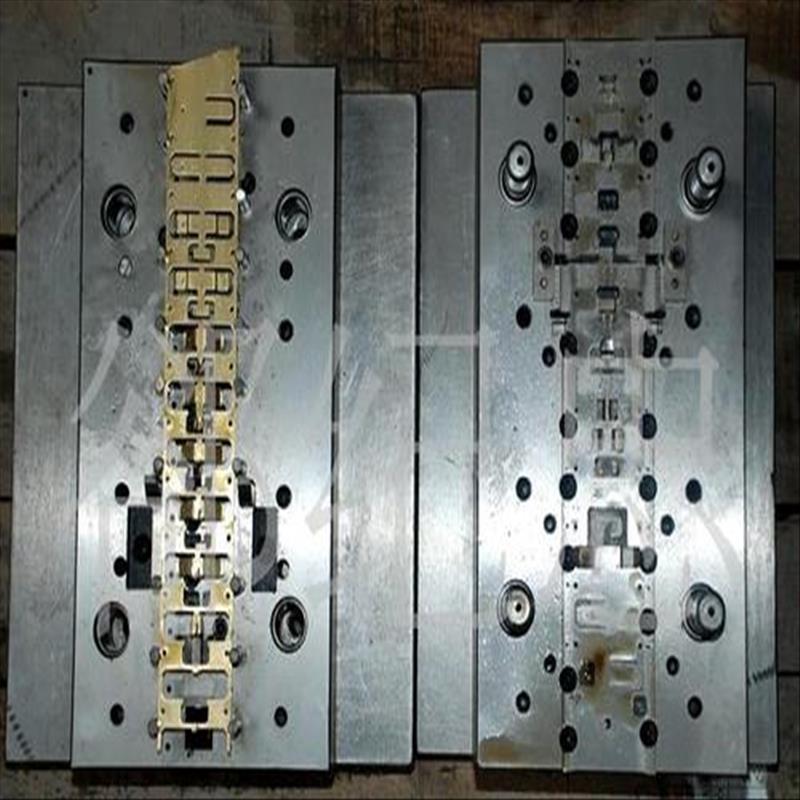
西双版纳五金模具 精密五金模具
- 相关产品:
品牌:金匠冲压制造标准:国标应用范围:通用模具:多工序连续模加工定制:是打样周期:4-7天加工周期:8-15天精密冲裁方式:闭式、开式加工类型:金属成型表面处理:电镀锌、喷塑、电镀锡、电泳漆、喷涂工序:精密冲裁、冷挤压、压延、胀型、拉深、冲孔、弯曲、切断、落料、翻边、缩口、切边、精整、成形报价方式:按实际订单报价为准
在生活中,我们常常都用着冲压件,我们知道冲压模具是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。下面,我们来看看冲压模具工作原理及导致废品率过高的原因。精密冲压厂
一、冲压模的工作过程:
落料冲裁模,其工作原理如下,直接或问接固定在上模上的组成模具的上模, 它通过模柄与冲床滑块相联结。固定在下模上的零组成了模具的下模,并利用压板固 定在冲床的工作台上。上模与下模通过导、导导向。工作时,条料靠着挡料送进定位, 当上模随滑块下降时,卸料先压住板料,接着凸冲落凹上面的材料获得工件。这时工 件卡在凸模与**块之闻,废料也紧紧箍在凸模上。在上模回升时,工件由**块靠**板 借弹簧的弹力从凹模洞口中**出;同时箍在凸模上的废料,由卸料板靠弹簧的弹力卸 掉,再取走工件,至此完成整个落料过程。再将条料送进一个步距,进行下一次冲裁 落料过程,如此往复进行。
01
冲压设备
冲压设备(如压力机)的精度与刚性对冲模寿命的影响较为重要。冲压设备的精度高、刚性好,冲模寿命大为提高。例如:复杂硅钢片冲模材料为Crl2MoV,在普通开式压力机上使用,平均复磨寿命为1-3万次,而新式精密压力机上使用,冲模的复磨寿命可达6~12万次。尤其足小间隙或无间隙冲模、硬质合金冲模及精密冲模必须选择精度高、刚性好的压力机,否则,将会降低模具寿命,严重者还会损坏棋具。
02
模具设计
(1)模具的导向机构精度。准确和可靠的导向,对于减少模具工作零件的磨损,避免凸、凹模啃伤影响较大,尤其是无间隙和小间隙冲裁模、复合模和多工位级进模则更为有效。为提高模具寿命,必须根据工序性质和零件精度等要求,正确选择导向形式和确定导向机构的精度。模具达人微信公众号,达人经验分享。一般情况下,导向机构的精度应**凸、凹模配合梢度。
(2)模具(凸、凹模)刃口几何参数。凸、凹模的形状、配合间隙和圆角半径不仅对冲压件成形有较大的影响,而且对于模具的磨损及寿命也影响很大。如模具的配合间隙直接影响冲裁件质量和模具寿命。精度要求较高的,宜选较小的间隙值;反之则可适当加大间隙,以提高模具寿命。
合理安排冲压模具制造工艺及保证加工精度
冲压模具的加工精度对冲压模具的耐用度影响很大。如在冲裁模中由于装配间隙不均匀,在剪切力作用下常会使凹模啃坏而影响冲压模具寿命。同时,冲压模具表面光洁度过低,也会使冲压模具的耐用度降低。因此,在加工时必须要对孔距大小、装配时凸模对固定板支撑面的垂直度、冲压模具间距的均匀和导套、导柱的导向精度等级给于充分注意。制造与装配精度越高及工作部分表面粗糙度等级越高,冲压模具的耐用度就越高。
对用户来讲,提高模具的使用寿命可以大大降低冲压成本。影响模具使用寿命的因素如下:
材料的类型及厚度;
是否选择合理的下模间隙;
模具的结构形式;
材料冲压时是否有良好的润滑;
模具是否经过特殊的表面处理,如镀钛、碳素氮化钛;
上下转塔的对中性;
调整垫片的合理使用;
是否适当采用斜刃口模具;
机床模座是否已经磨损;
联系电话是023-65396934, 主要经营公司成立于2006年,专注各类型五金冲压15年,为客户提供从产品前期失效分析、设计优化、工装模具检具定制、五金产品打样、五金产品冲压焊接、产品表处理一条龙服务。。
单位注册资金未知。
{kind=link}