



- 2025-08-21 23:22 40553
- 产品价格:1.00 元/个 起
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:122992737公司编号:8401938
- 余小瑞 经理 微信 13798391009
- 进入店铺 在线留言 QQ咨询 在线询价
北京长轴加工 瑞鑫
- 相关产品:
模型车轴 齿轮轴 传动轴 铁轴 DIY玩具配件 金属传动轴
硬轴 空心轴 硬轴加工 非标轴定做 直线硬轴 质量可靠
走心机订做针轴 长轴 连接轴 小型轴 玩具马达轴 风扇转轴
深圳CNC加工 数控车削非标件定制机加工 精密细长轴加工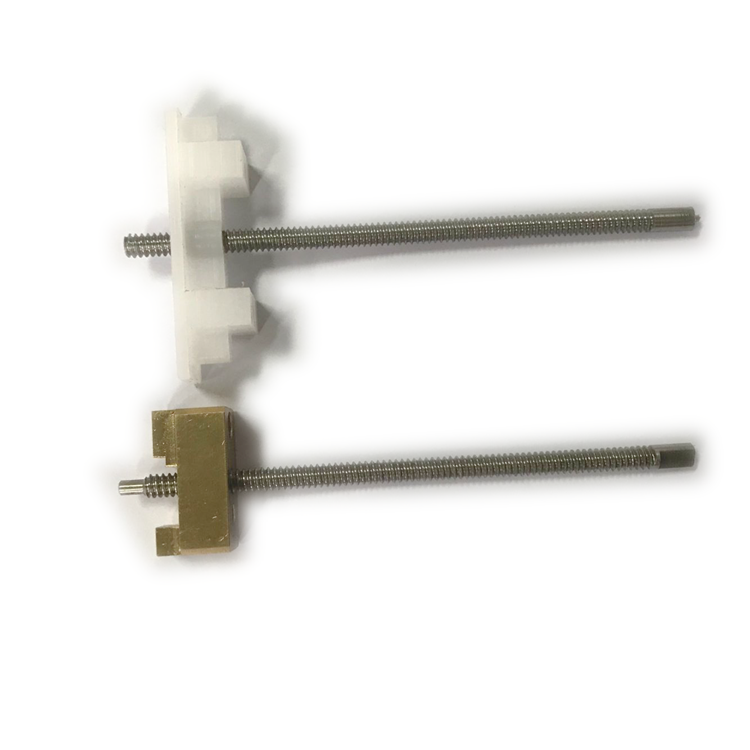
厂家承接紫铜轴 黄铜轴 长轴订做 价优 周期快 铜螺丝 订制加工
改进工件的装夹方法
粗加工时,由于切削余量大,工件受的切削力也大,一般采用卡顶法,尾座顶尖采用弹性顶尖,可以使工件在轴向自由伸长。但是,由于顶尖弹性的限制,轴向伸长量也受到限制,因而顶紧力不是很大。在高速、大用量切削时,有使工件脱离顶尖的危险。采用卡拉法可避免这种现象的产生。
精车时,采用双顶尖法(此时尾座应采用弹性顶尖)有利于提高精度,其关键是提高中心孔精度。
采用跟刀架
跟刀架是车削细长轴极其重要的附件。采用跟刀架能抵消加工时径向切削分力的影响,从而减少切削振动和工件变形,但必须注意仔细调整,使跟刀架的中心与机床顶尖中心保持一致。
采用反向进给
车削细长轴时,常使车刀向尾座方向作进给运动(此时应安装卡拉工具),这样刀具施加于工件上的进给力方向朝向尾座,因而有使工件产生轴向伸长的趋势,而卡拉工具大大减少了由于工件伸长造成的弯曲变形。
问:细长轴为什么难加工?
答:因为钢材具有韧性,容易变形,弯曲,当你把零件装夹到车床的时候,有些钢材,你甚至会看到中间部分直接弯曲,低垂了下来。这样的情况下,加工的时候,容易形成椭圆柱,中间大,两头小。












{kind=link}