- 2024-05-07 23:22 39451
- 产品价格:10.00 元/件 起
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 件产品规格:不限
- 信息编号:107343964公司编号:8401938
- 余小瑞 经理 微信 13798391009
- 进入店铺 在线留言 QQ咨询 在线询价
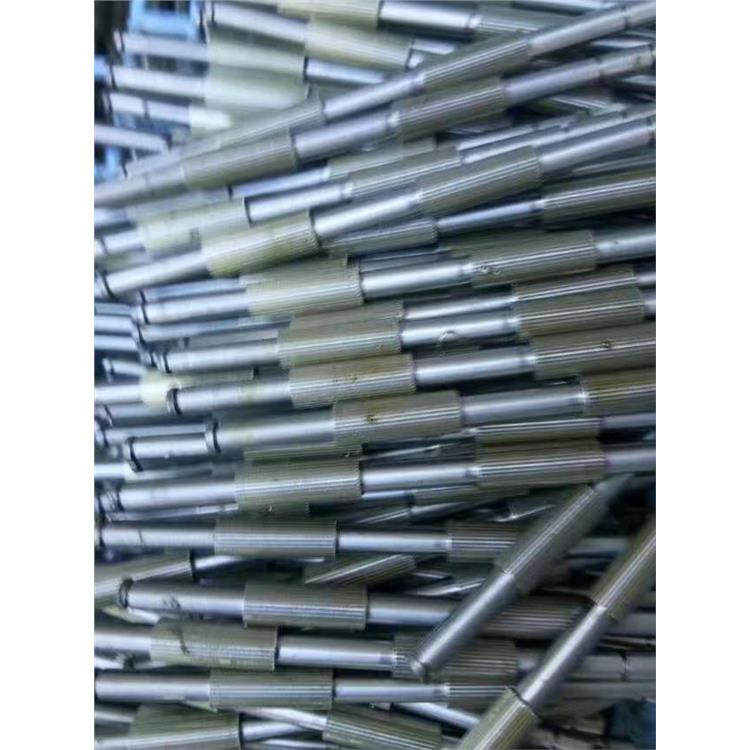
专业生产多头丝杆加工厂家 瑞鑫
- 相关产品:
深圳市瑞鑫五金制品有限公司成立于2008年,工厂位于交通便利的广东省深圳市石岩镇(水观高速附近),地理位置得天*厚,本公司是一家有多年专业制造高精密丝杆的公司,引进**先进全套型生产线,高精密冷轧机床、数控精密机床、精密数控磨床及各类检测制造设备。本公司专业生产各类螺杆、丝杆、蜗杆、电机轴、不锈钢管接头,集开发、制造、生产、营销于一体的技术性生产企业。产品广泛应用于按摩椅、各类阀门、电机等石化类、机械类产品。提供国内梯形丝杆业界较完善的产品系列服务,较大直径:45mm,较小直径2mm,长度:200mm,螺距(导程):0.5-24mm,多头高速丝杆螺距(导程):50mm以内,是较大能生产单头和多头及非标的厂家。
多头螺纹螺距怎么算
螺母从原点拧一圈, 然后测量这段距离, 就是这个多头螺纹的螺距。一圈后 “ 原点到终点的距离”。 为了精确 你可以拧多圈后测量距离在均分圈数,这样比较精确一些。一般情况比方说 M8双头螺栓的螺距是普通M8螺距的2倍,三头的 就是3倍螺距。仅供参考。

双头与单头滚珠丝杠转速相同导程相同噪声有什么区别

多头螺纹用数控怎么编程?
多头螺纹的编程方法和单头螺纹相似,采用改变切削螺纹初始位置或初始角来实现。假定毛坯已经按要求加工,螺纹车刀为T0303,采用如下两种方法来进行编程加工。
1.用G92指令来加工圆柱型多头螺纹。G92指令是简单螺纹切削循环指令,我们可以利用先加工一个单线螺纹,然后根据多头螺纹的结构特性,在Z轴方向上移过一个螺距,从而实现多头螺纹的加工。程序编辑如图。(工件原点设在右端面中心)
2.用G33指令来加工圆柱型多头螺纹。用G33指令来编程时,除了考虑螺纹导程(F值)外,还要考虑螺纹的头数(P值)来说明螺纹轴向的分度角。
G33 X(U) Z(W) F(E) P
式中:X、Z——**尺寸编程的螺纹终点坐标(采用直径编程)。
U、W——增量尺寸编程的螺纹终点坐标(采用直径编程)
F——螺纹的导程
P——螺纹的头数

滚珠丝杠常规导程的时候都是选择单线螺纹 只有导程大的时候偶尔才会选择双线螺纹
这里就要说到滚珠丝杠的分类了 从加工工艺分可以分为研磨丝杠、轧制丝杠。
研磨丝杠绝大多数都是单头丝杠 即使是大导程。
轧制丝杠因为加工工艺的不同,单线和多线难度相差不是特别大,一般轧制丝杠的大导程都是多头的。
双头丝杠比起单头来说,驱动更*,运行平稳些。
至于噪音,从我们多年生产经验看,影响因素太多了。螺旋升角大小,螺纹循环方式,装配好坏,丝杠牙型都会影响。
多头螺纹的主要用途是什么?
螺纹的头数是形成螺纹线的螺旋线的条数。单线螺纹由于其螺旋升角较小(不容易滑动),螺丝和螺母旋合形成的摩擦力较大(有自琐能力),用在螺纹的锁紧,例如固定吊扇的螺丝螺母、煤气瓶的接头和机械设备里零件间的固定连接等;而多线螺纹由于其螺纹升角较大(*滑动),螺丝和螺母旋合形成的摩擦力较小,用于传递动力和运动,例如用于抬高车轮维修的千斤顶、用于夹紧工件进行钳工加工的台虎钳和用于加工螺纹的车床丝杆等。
多头螺纹螺距怎么算
螺母从原点拧一圈, 然后测量这段距离, 就是这个多头螺纹的螺距。一圈后 “ 原点到终点的距离”。 为了精确 你可以拧多圈后测量距离在均分圈数,这样比较精确一些。一般情况比方说 M8双头螺栓的螺距是普通M8螺距的2倍,三头的 就是3倍螺距。仅供参考。

双头与单头滚珠丝杠转速相同导程相同噪声有什么区别

多头螺纹用数控怎么编程?
多头螺纹的编程方法和单头螺纹相似,采用改变切削螺纹初始位置或初始角来实现。假定毛坯已经按要求加工,螺纹车刀为T0303,采用如下两种方法来进行编程加工。
1.用G92指令来加工圆柱型多头螺纹。G92指令是简单螺纹切削循环指令,我们可以利用先加工一个单线螺纹,然后根据多头螺纹的结构特性,在Z轴方向上移过一个螺距,从而实现多头螺纹的加工。程序编辑如图。(工件原点设在右端面中心)
2.用G33指令来加工圆柱型多头螺纹。用G33指令来编程时,除了考虑螺纹导程(F值)外,还要考虑螺纹的头数(P值)来说明螺纹轴向的分度角。
G33 X(U) Z(W) F(E) P
式中:X、Z——**尺寸编程的螺纹终点坐标(采用直径编程)。
U、W——增量尺寸编程的螺纹终点坐标(采用直径编程)
F——螺纹的导程
P——螺纹的头数

滚珠丝杠常规导程的时候都是选择单线螺纹 只有导程大的时候偶尔才会选择双线螺纹
这里就要说到滚珠丝杠的分类了 从加工工艺分可以分为研磨丝杠、轧制丝杠。
研磨丝杠绝大多数都是单头丝杠 即使是大导程。
轧制丝杠因为加工工艺的不同,单线和多线难度相差不是特别大,一般轧制丝杠的大导程都是多头的。
双头丝杠比起单头来说,驱动更*,运行平稳些。
至于噪音,从我们多年生产经验看,影响因素太多了。螺旋升角大小,螺纹循环方式,装配好坏,丝杠牙型都会影响。
多头螺纹的主要用途是什么?
螺纹的头数是形成螺纹线的螺旋线的条数。单线螺纹由于其螺旋升角较小(不容易滑动),螺丝和螺母旋合形成的摩擦力较大(有自琐能力),用在螺纹的锁紧,例如固定吊扇的螺丝螺母、煤气瓶的接头和机械设备里零件间的固定连接等;而多线螺纹由于其螺纹升角较大(*滑动),螺丝和螺母旋合形成的摩擦力较小,用于传递动力和运动,例如用于抬高车轮维修的千斤顶、用于夹紧工件进行钳工加工的台虎钳和用于加工螺纹的车床丝杆等。










{kind=link}